![]()
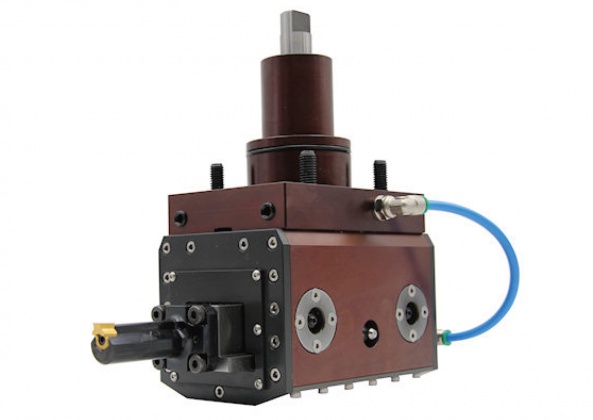
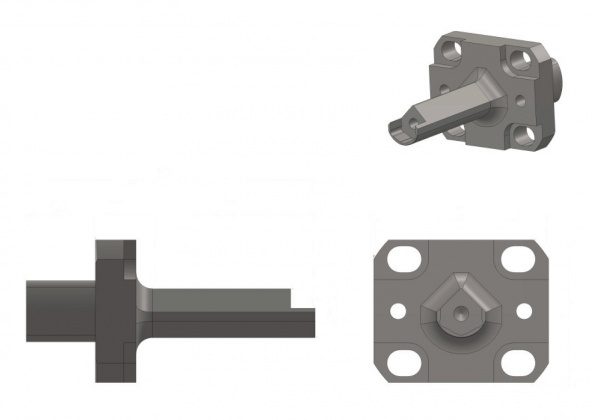
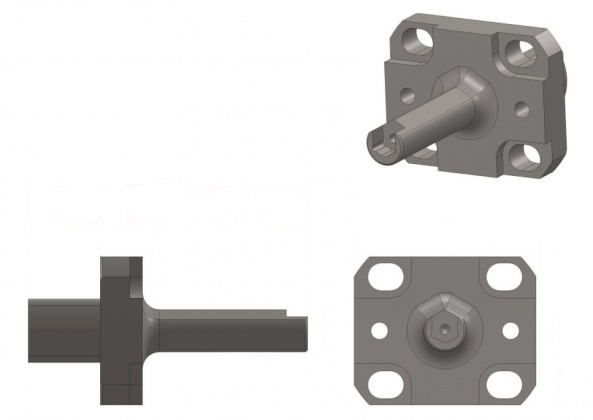
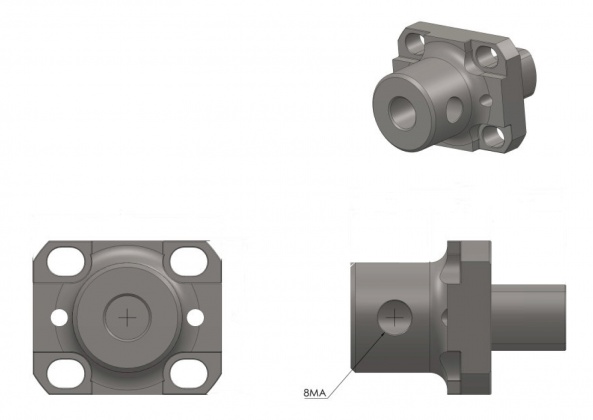
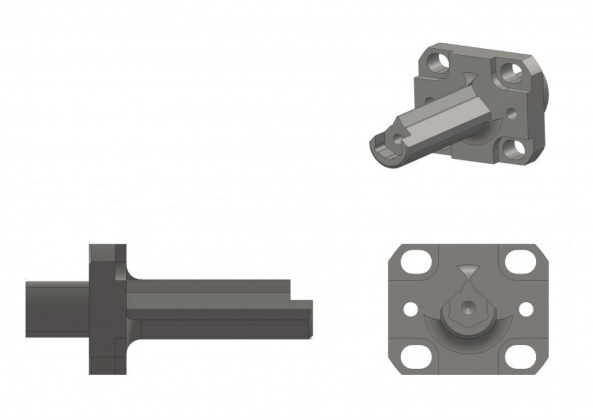
CNC旋盤によるキー溝加工・多角穴加工・スプライン加工等を行うこと可能なCNC旋盤用回転工具です。
–特徴

//剛性を高めた設計及びそれに伴うインサートの高寿命化と加工面相度の向上。
//高速加工及び別機械への段取り替えの省略による加工時間の短縮。
//独自調整機構による内径加工・外径加工の両立。
–調整機構

1)インサートホルダー固定ネジ
Y軸エラーを修正する前には少し緩める必要があります。調整後は再度締めていることを確認して下さい。
2)スライドギブ調整ネジ
モータライズスロッターを長期間使用した後はスライドに発生する可能性のあるガタを調整する必要があります。これを行うには六角ナットを緩め、中央のネジを締めてから、六角ナットを元に戻します。4つのネジ全てでこの操作を繰り返します。
3)Y軸調整ピン
ワーク間のY軸エラーを修正する為にに使用されます。インサートホルダー固定ネジを緩めた後、時計回り又は反時計回りに回します。これによりインサートホルダーをY軸に沿って移動できます。調整範囲は+/- 0.5で、Y軸非搭載のCNC旋盤による加工を可能とします。
4)切削角度調整ネジ
時計回り又は反時計回りに回すと切削角度を約+/- 3°変えることができます。
5)グリースニップル
モータライズスロッターの外部構造に組み込まれており、約10時間の使用後にグリースを塗布する為に使用されます。
6)内部給油用ネジ穴
クーラントをインサートホルダーまで供給する為の穴があります。
7)アライメントエリア
ダイヤルゲージ等による計測に使用される領域です。
8)モータライズスロッター固定用ボルト
モータライズスロッターをCNC旋盤のターレットに固定するボルトです。
材質別加工幅及び切削パラメーター
|
ST-35 |
ST-50 |
ST-65 |
切削速度 |
送り込み量 |
|
|
アルミニウム |
14mm |
14mm |
14mm |
38m/min. |
0.06/0.15mm |
|
軟鋼 |
12mm |
12mm |
12mm |
33m/min. |
0.04/0.07mm |
|
鋳鉄 |
12mm |
12mm |
10mm |
28m/min. |
0.04/0.07mm |
|
普通鋼 |
12mm |
12mm |
10mm |
30m/min. |
0.03/0.05mm |
|
硬鋼 |
10mm |
10mm |
10mm |
25m/min. |
0.02/0.04mm |
|
ステンレス鋼 |
10mm |
10mm |
10mm |
25m/min. |
0.02/0.04mm |
|
プラスチック |
14mm |
14mm |
14mm |
40m/min. |
0.07/0.15mm |
|
青銅-真鍮 |
12mm |
10mm |
10mm |
30m/min. |
0.03/0.06mm |
| 加工ストローク | 15-65mm |
| キー溝幅 | 2-16mm |
| 加工可能対辺 | 9-45mm |
|
|
 |
|---|